微信扫码


 许经理
许经理 


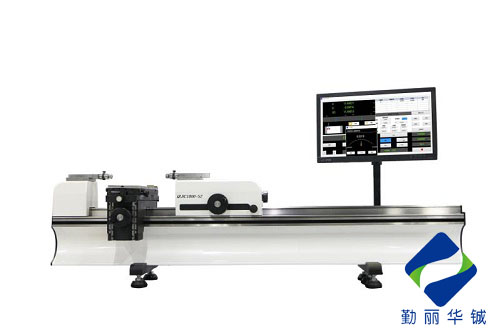
QL-LR1650全自动线纹尺检定仪采用高稳定性大理石平台、高精度光栅、自动收放钢卷尺旋转结构、高精度的运动控制系统及精确的机器视觉技术,实现钢卷尺、钢直尺参数的全自动、高精度测量。
仪器通过手动将钢卷尺或钢直尺拉固定在平台夹具,然后在检定软件上选择被测尺的型号规格和被检点信息等参数,击“开始检定”按钮,检定系统立即开始检定。检定过程中移动式摄像平台对设置好的检定点自动进行摄像采集信息,完成后卷尺机构自动卷尺将钢卷尺拉开进行5-10、10~15、…95~100米的检定点刻度线拍摄,并由计算机根据标定参数信息与实际拍摄刻度信息综合计算待检定线纹信息,由计算机将数据进行分析,计算获得被检尺的线纹示值误差。
系统支持自动检定以及手工检定模式,对采集到的数据根据检定规程进行合格判定。整个测量过程快速准确,大大降低了操作者的劳动强度,检定结束后可立即生成并可打印出检定报表。
仪器测量原理符合JJG4-2015《钢卷尺》和JJG1-1999《钢直尺》检定规程和相关产品标准。
二、结构原理
QL-LR1650全自动线纹尺检定装置产品由高稳定性大理石平台、精确位移驱动伺服系统、高精度进口金属光栅标准器、高清工业数码摄像机、线纹尺压紧装置、卷尺自动收放装置、砝码控制装置和联机电脑组成。已全程标定的图像系统自动移动至检定点并读取线纹图象,经计算机实时图像处理,识别线纹物理坐标位置,经与光栅实时读数进行比对,计算误差,按照规程规定的计算方法,做出判定结论,并将检定数据生成检定记录,保存到数据库中供客户进行预览和打印。从而实现线纹尺自动化检定。下面是仪器工作原理图:

1.可用来检定钢卷尺、钢直尺、测深尺等常规量具的示值误差。
2. 基于图像识别技术的线纹尺检定方式,避免了由于视觉疲劳和工作疏忽造成误读误判等人为因素给工作带来的差错。
3.采用远心镜头,极大降低了镜头畸变带来的图像误差。
4.高稳定性大理石平台和高精度导轨配合高精度进口光栅尺,稳定性更好,精度更高。
5.装夹快捷,参数设置简便,显示直观,检定人员易上手。
6.自动收放卷尺和砝码的装置大大降低了操作者的劳动强度,提高了工作效率。
7.检定过程、数据处理及报表生成全自动化,海量检定记录存储,随时查询打印。
8.精确位移驱动伺服系统使得检定速度更快。
最大测量范围 | (0~200)m |
分段测量范围 | (0~5)m |
分辨率 | 1μm |
MPE | ±(0.03+0.02L)mm(L 为被测长度,以米为单位) |
重复性 | 0.03mm |
位移速度 | 0.3m/秒 |
对准时间 | 2秒 |
检定速度 | 平均 3s/点 |
摄像机分辨率 | 2592*1944 |
工作电压 | AC220V±10%,(50~60)Hz |
工作环境温度 | (20±2)℃ |